LZQ-100全自(zì)動金(jīn)相(xiàng)試樣切割機(jī)
一(yī)、概述
本型切割機(jī)是(shì)由機(jī)身(shēn)、電(diàn)£✔₩€控箱、切割室、電(diàn)機(jī)、冷(lěng)卻系統©≥✘→、切割砂輪片等部件(jiàn)組成。本切割機(jī)不(b&•₩ ù)但(dàn)可(kě)以切割直徑為(wèi)100mm(管★<件(jiàn))以內(nèi)的(de)圓形工(gōng)件(j&×iàn),還(hái)可(kě)以切割高(gāo)100mm、深200mm以內(nèi)的(☆><de)長(cháng)方形試樣。該機(jī≈∞αφ)通(tōng)過冷(lěng)卻系統對(duì)試樣∏&<λ進行(xíng)冷(lěng)卻,以防止試樣在切割過程中過熱(rè)而燒壞組'♠織。本機(jī)還(hái)可(kě)以因切割不(bù)同的(d≥♣e)試樣而對(duì)切割速度進行(xíng)₩≤€設定,從(cóng)而提高(gāo)了(le♠×≥π)切割試樣的(de)質量。該機(jī)分(→∑€fēn)手動切割和(hé)自(zì)動切割。大(dà)容積的(de÷∑♣)切割室,更便于切割者使用(yòng),是(shì)大(dà)專院校(xià★♦↓↓o)、工(gōng)廠(chǎng)企業(yè)金(jīn)相(xiàng)試驗的(de)制(zh♠±φì)樣設備之一(yī)。
二、技(jì)術(shù)指标
1、鋼殼體(tǐ) | 8、封閉式切割 |
2、超大(dà)切割室
| 9、取樣結束切割刀(dāo)自(zì)動複位功能(néng) |
3、手動/自(zì)動雙重切割方式 | 10、切割前可(kě)預調進刀(dāo)速度 |
4、屏顯式控制(zhì)系統,直接選擇切割速度 | 11、主機(jī)、冷(lěng)卻系統一(yī)體(tǐ" ♥)式 |
5、自(zì)動2通(tōng)道(dàδ≠♠o)冷(lěng)卻系統,避免試樣塊燒 | |
6、實時(shí)跟蹤顯示進刀(dāo)✔≈≤深度(液晶數(shù)顯) | 13、進刀(dāo)行(xíng)程任意設定(0-135mm) |
7、模式化(huà)編程更适合批量切割取樣 |
|
技(jì)術(shù)規格 |
切割室外(wài)殼 | 鋼闆 |
最大(dà)切割直徑 | 100mm(管材) |
進刀(dāo)深度跟蹤 | 液晶數(shù)顯 |
切割台尺寸 | 280X310mm |
切割片規格 | 350X2.5X32mm |
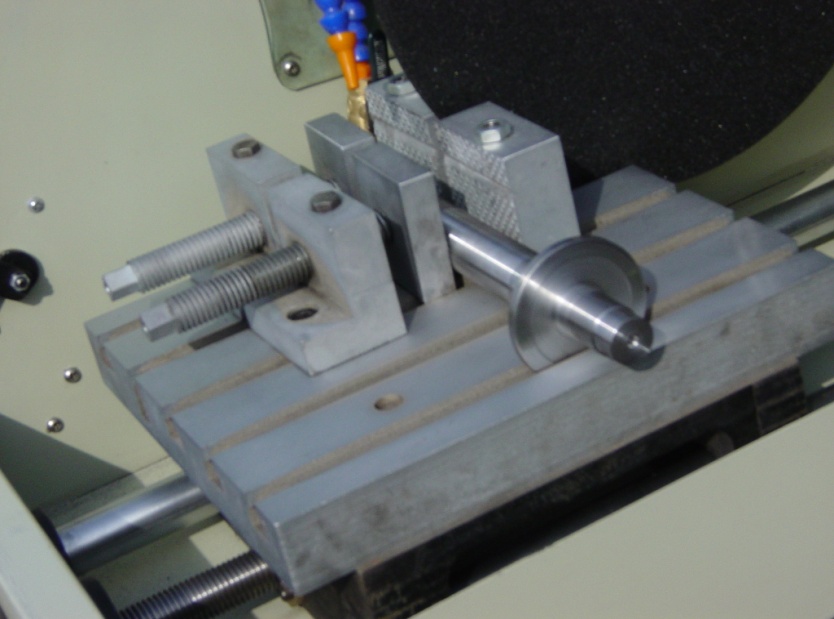
夾持台規格 | 左右虎鉗式夾具 |
切割方式 | 手動/自(zì)動 |
送給方式 | 任意調節(手,自(zì)兩用(yòng)) |
切割速度 | 0-3mm/s,自(zì)動切割方式可(kě)以選擇:間(ji∞→÷ān)歇式切割(金(jīn)屬工(gōng)件(jiàn))、連續切≥"割(非金(jīn)屬工(gōng)件(jiàn))、前進後退式切割 |
進刀(dāo)距離(lí) | 任意設定(0-135mm)
|
複位方式 | 自(zì)動複位 |
冷(lěng)卻系統 | 自(zì)動(水(shuǐ)冷(lěng)通(tōng)道(dào)) |
水(shuǐ)箱容量 | 60L |
主軸轉速 | 2100r/min |
電(diàn)機(jī)功率 | 3KW |
機(jī)台形式 | 台式 |
外(wài)形尺寸 | 950×880×1500mm |
電(diàn)源 | 380V AC3相(xiàng),需客戶使用(yòng)25A ε以上(shàng)空(kōng)開(kāi),不(bù)得(de)使π€用(yòng)民(mín)用(yòng)插頭。 |
重量 | 280KG |
标準配置 |
主機(jī) | 一(yī)台 |
冷(lěng)卻系統 | 一(yī)套 |
随機(jī)工(gōng)具 | 一(yī)套 |
推進夾具 | 一(yī)套 |
金(jīn)相(xiàng)專用(yòng)切割片 | 一(yī)片 |
技(jì)術(shù)文(wén)件(jiàn) | 說(shuō)明(míng)書(shū)一(yī)份、合格證一(yī)份、保修卡一∏∏©(yī)份 |
其他(tā) |
特殊工(gōng)件(jiàn)可(kě)定做(zuò):圓盤夾具、קα₩齒條夾具、萬能(néng)夾具 |
三.安裝機(jī)器(qì)
1
去(qù)除設備底腳螺栓,将本機(jī)平置于穩固的(de)工(gōng)作(zuò)平εσ¥≈面上(shàng)并墊上(shàng)橡膠闆。
2
裝好(hǎo)進水(shuǐ)管,出水(shuǐ)管應低(dī)于機(jī)體(tǐ€♥♣®)進水(shuǐ)口,以免排水(shuǐ)不(bù)暢。
3
連接好(hǎo)水(shuǐ)泵與主機(jī)的(de)連接線。
4
檢查電(diàn)源線,插頭接插件(jiàn)等電(diàβ⮀n)氣原件(jiàn)是(shì)否完好(hǎo),再接上(shàng)✔↕₩電(diàn)源,啓動電(diàn)動機(jī),>≈$砂輪片轉動方向應與機(jī)器(qì)上(shàng)标注的(de)方向标記一(∏¥yī)緻。
5
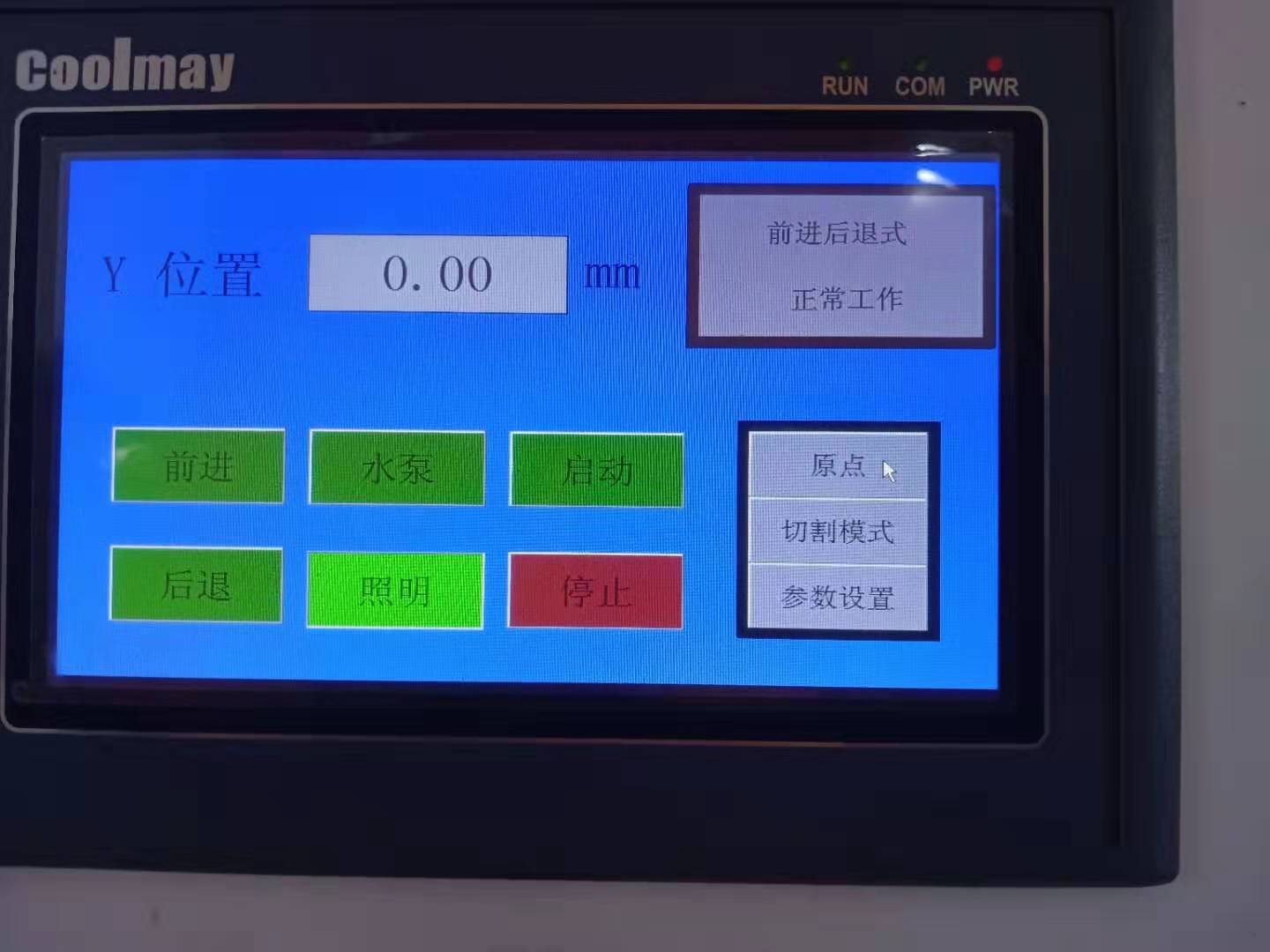
本機(jī)的(de)主要(yào)操作(zuò)±功能(néng)鍵與界面
(1) 啓動(綠(lǜ)色鍵。自(zì)動切割模式,工(gōng)件(jiàn)加緊後,進 ∞行(xíng)自(zì)動切割。)
(2) 停止(紅(hóng)色鍵。在停止≈↑模式下(xià),前進後退鍵方可(kě)使用(yòng))
(3) 前進(向上(shàng)箭頭鍵。在自(zì)動切割模式下(≥ xià),此鍵自(zì)鎖:手動切割模式下(xià),此鍵不(bù)自(£→♥♠zì)鎖)
(4) 後退(向下(xià)箭頭鍵。在自(zì)動切割模式下(xià),此鍵自(zì)鎖:手動切割模式下(xià),此鍵不(bù)自(γ∞₩zì)鎖)
(5) 水(shuǐ)泵鍵。自(zì)動♥♣工(gōng)作(zuò)過程中,無需按動,水(shuǐ)冷(lěng)卻自Ω$£(zì)動運行(xíng)。僅在清理(lǐ)切割室時(shí),可(kě)操作(zuò)啓動。
(6) 照(zhào)明(míng)鍵。<α$σ工(gōng)作(zuò)過程中可(kě)點亮(liàng)照(zhào)明(mín÷♣σg)切割室。
(7) 原點(自(zì)動切割前,y位置歸零,切片從(cóng)此點開(∞>♦kāi)始運行(xíng)設定的(de)切割距離(lí)↔¥♣ 。)
(8) 切割模式(根據工(gōng)件(jiàn)材質跟大(dà∞)小(xiǎo)選用(yòng)不(bù)同切割模式,黑(hēi)色金(jīn)屬不(bù)能≤(néng)選擇:連續切割。壁厚不(bù)超過2mm的(de)管子(zǐ)與×® ∑非金(jīn)屬材質可(kě)選:連續切割模式。)
(9) 急停鍵。無論手動或自(zì)動運行(xíng)中,可®'±(kě)任何時(shí)候按下(xià),設備均會(huì)緊急停止。
顯示屏說(shuō)明(míng):
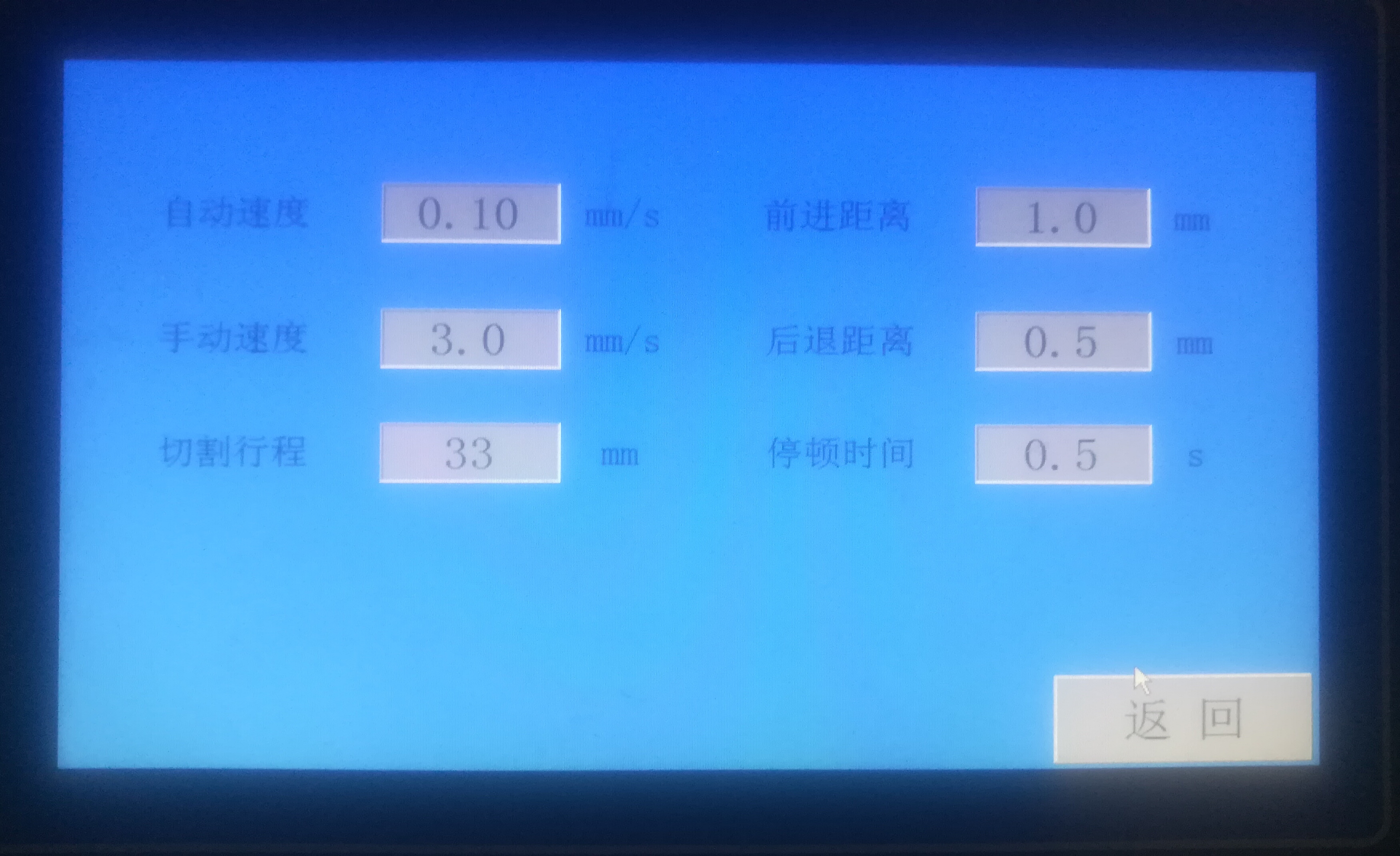
(1)自(zì)動速度:自(zì)動切割模式下(xià)(前進後退式₩∏₽、間(jiān)歇式、連續式),前進後退速度。
(2)前進距離(lí):自(zì)動模式下(xià)(前進後退式、間(jiā↑>±<n)歇式、連續式),每秒(miǎo)前進距離(lí)。
(3)手動速度:手動模式下(xià),按動上(≈↕shàng)下(xià)箭頭鍵,切片每秒(miǎ≥β←o)前進後退速度,包括自(zì)動停止時(shí)退回原點的(de)速度。
(4)後退距離(lí):自(zì)動模式下(xià)(前進後退式、₽€£©間(jiān)歇式、連續式),每秒(miǎo)後退距π™γα離(lí)。
(5)切割行(xíng)程:自(zì)動模式下(xià),切割工(gōng)件(jiàn)✔♠↔的(de)尺寸。
(6)停頓時(shí)間(jiān):在間(jiān)歇式↔¶切割模式下(xià),停頓時(shí)間(jiān)。
切割模式說(shuō)明(míng)
本機(jī)共有(yǒu)4中切割模式:前進☆♥¥後退式、間(jiān)歇式、連續式、手動模式
前進後退式、間(jiān)歇式、連續式屬于自(zì)動切割模式。(黑(hēi)色金(jīn)♣β& 屬工(gōng)件(jiàn)不(bù)得(de)使用₩•→(yòng)連續切割模式)
1
前進後退式:此模式主要(yào)切割金(jīn)屬,硬度較高(g↑€āo)的(de)工(gōng)件(jiàn)
2
間(jiān)歇式:此模式主要(yào)切割金(jīn)屬,硬度不(bù)高(gāo)的(≤ε↕de)工(gōng)件(jiàn)
3
連續式:此模式主要(yào)切割非金(jīn)屬工(gōπ♣φλng)件(jiàn)與薄壁金(jīn)屬管。
4
手動切割:此模式應用(yòng)于應急快(kuài)速切→✔α₩割工(gōng)件(jiàn)。(自(zì)動切割模式,切 "δ斷工(gōng)件(jiàn)時(shí)間(jiān)較長(c÷©↑÷háng))
四、切割材料範圍:
1、切割範圍:
A
φ100管料,壁厚6mm
B
棒料:直徑≤φ100mm,硬度:≤HRC30度,材質:鐵(tiě)基金(jīn)屬
直徑λ™≤φ60mm, 硬度:≤HRC60度,材質:鐵(tiě)基α₽π×金(jīn)屬
C
100mm×100mm角鋼
D
100mm槽鋼
3、切割不(bù)同材料請(qǐng)選用(yòng)與之對(≤≥duì)應的(de)切割鋸片。

手機(jī)網站(zhàn)")